CoreXY vs bed-slinger: what really changes in a 3D printer
Two motion architectures that affect speed, print quality and calibration complexity. We analyse the structural differences between CoreXY and bed-slinger to help you choose the right machine for your needs.
In summary
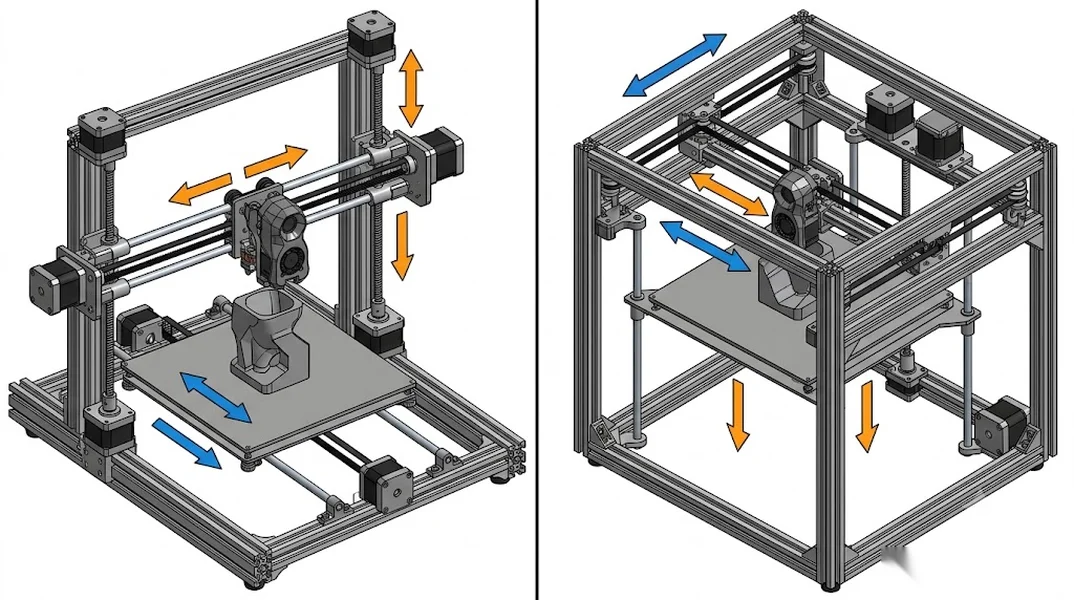
- In a bed-slinger the bed moves on the Y axis, the toolhead on X and Z: easier to build and calibrate, but the bed's weight limits speed and can cause ringing on tall prints.
- In a CoreXY toolhead and bed are separated: the toolhead moves on X and Y, the bed only descends on Z. Moving mass is lower, so higher accelerations can be reached with fewer artefacts.
- The practical difference is felt most on tall, narrow parts and at print speeds above 150–200 mm/s.
- A well-calibrated bed-slinger is often sufficient for general hobbyist use; CoreXY becomes relevant when working with demanding geometries or when significantly reducing print times.
- Neither architecture is universally superior: use context makes the difference.
How a bed-slinger works
In the bed-slinger configuration — the classic layout of machines such as the Prusa MK family or Creality Ender — the print bed is mounted on a carriage that slides along the Y axis. The printhead moves on X and, at each layer, the entire X axis steps down by one increment on Z.
The main advantage is kinematic simplicity: the belt path is straightforward, initial calibration is intuitive and maintenance is accessible even to beginners. Production cost is generally lower, which is reflected in the retail price.
The structural limitation emerges when speed is increased or tall parts are printed. The bed — with the model on top — has non-negligible mass. When the machine reverses Y direction at high speed, that inertia translates into oscillations visible on the part as ringing (ghost waves around sharp edges). The taller the part, the longer the lever arm and the more visible the effect.
How a CoreXY works
In the CoreXY architecture the two motors managing X and Y are fixed to the frame and act on the printhead through a crossed belt system. The bed is linked only to the Z axis and descends one step per layer, never moving horizontally.
The result is that the mass in motion during printing is limited to the toolhead (hotend, fans, levelling sensor): typically a few tens of grams versus the 300–600 g bed of a standard-size bed-slinger. With less inertia to manage, the firmware can apply higher accelerations without amplifying ringing, or use input shaping algorithms (such as Klipper/Resonance Compensation or Marlin 2.x Input Shaping) more effectively.
The trade-off is complexity: the tension of both belts must be precisely balanced, belt routing is more elaborate, and diagnosing a mechanical problem requires greater familiarity with the machine's kinematics.
Where the difference is concrete
Print speed
With equivalent hardware (motors, drivers, hotend), a CoreXY can accelerate and decelerate more quickly because it moves less mass. This results in shorter print times especially on geometries with many closely spaced direction reversals.
Note, however, that the maximum print speed depends on many factors — hotend flowrate, first-layer adhesion, cooling system — and a modern bed-slinger with input shaping enabled can outperform a poorly configured CoreXY.
Quality on tall parts
Here the CoreXY advantage is more pronounced. When the material column exceeds 150–200 mm, the bed of a bed-slinger acts like a pendulum: every Y acceleration loads the base of the part. The CoreXY keeps the bed stationary horizontally throughout the print, reducing lateral stress regardless of height.
Footprint and build volume
For the same declared build volume, a CoreXY generally has a smaller external footprint than a bed-slinger: the bed does not need front and rear travel space outside the frame. This is a relevant detail when bench space is limited.
Calibration and maintenance
| Aspect | Bed-slinger | CoreXY |
|---|---|---|
| Bed levelling | Relatively straightforward | Relatively straightforward |
| Belt tension | 1 X belt, 1 Y belt | 2 coupled belts: balancing is critical |
| Ringing diagnosis | Y axis is often responsible | Requires cross-axis analysis |
| Community documentation | Very abundant | Abundant, growing |
Cost
Entry-level bed-slinger machines are on average less expensive, also because the design is mature and components are standardised. Affordable CoreXY machines exist, but for equivalent declared specifications the price tends to be higher.
When to choose one or the other
If you mainly print small and medium parts, work at moderate speeds and are building your first experience with FDM printing, a well-built bed-slinger covers the vast majority of use cases without adding calibration variables.
If you work with tall parts, need to structurally reduce production times, or want to experiment with high speeds and input shaping, the CoreXY offers a more suitable mechanical foundation.
There is no objectively better architecture: there are well-designed and poorly designed machines in both categories. A budget CoreXY with a flexible frame and poorly tensioned belts will print worse than a rigid, calibrated bed-slinger.
Final notes
This article describes architectural differences at a conceptual level. Speed, acceleration and quality values depend on the specific implementation of each machine. For verified technical data — build volume, work area, power supply, hotend specifications — refer to the product sheets in the MakerSpecs catalogue, where you will also find direct comparisons between models in the same category.
To explore the machines mentioned and related categories, browse the FDM 3D Printers section of the catalogue.